クリープ処理とは? 中綴じ冊子の字切れ問題
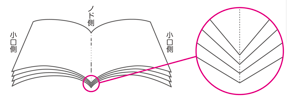
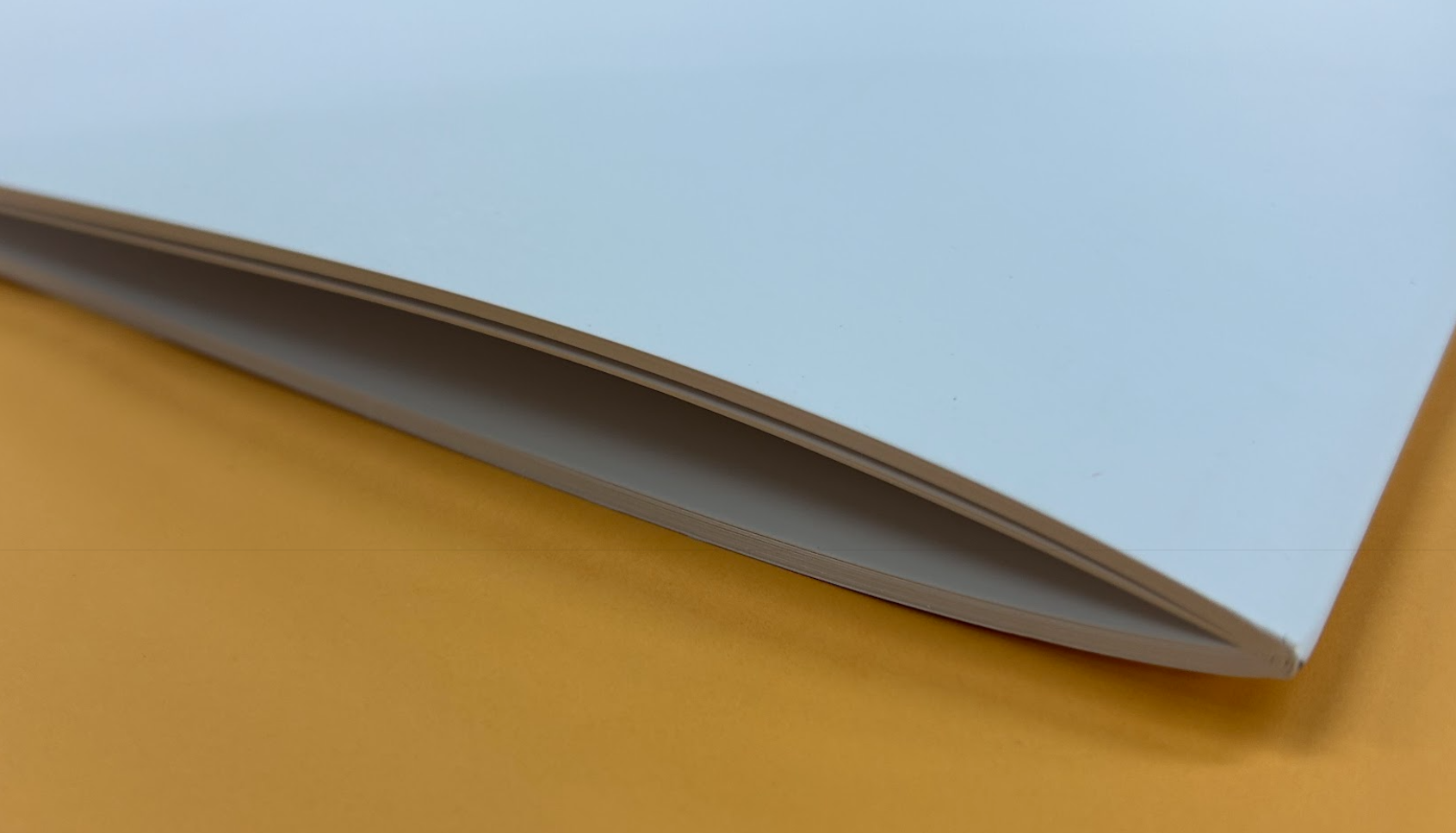
中綴じ製本では、ページ数が増えたり紙が厚くなると、内側のページが必然的に外側に押し出されて、小口側で飛び出します。この飛び出しが原因で、インデックスやノンブル(ページ番号)、フレームデザインなどにズレが生じ、製品の美しさや機能に影響を与えることがあります。
特に、紙が厚くてページ数が多い場合、この飛び出しが目立ち、小口側での「字切れ」や不揃いが品質的に大きな問題となります。これらの問題を防ぐために行うのがクリープ処理です。
特に次のような場合にクリープ処理が重要になります。
小口部分にインデックスがある場合
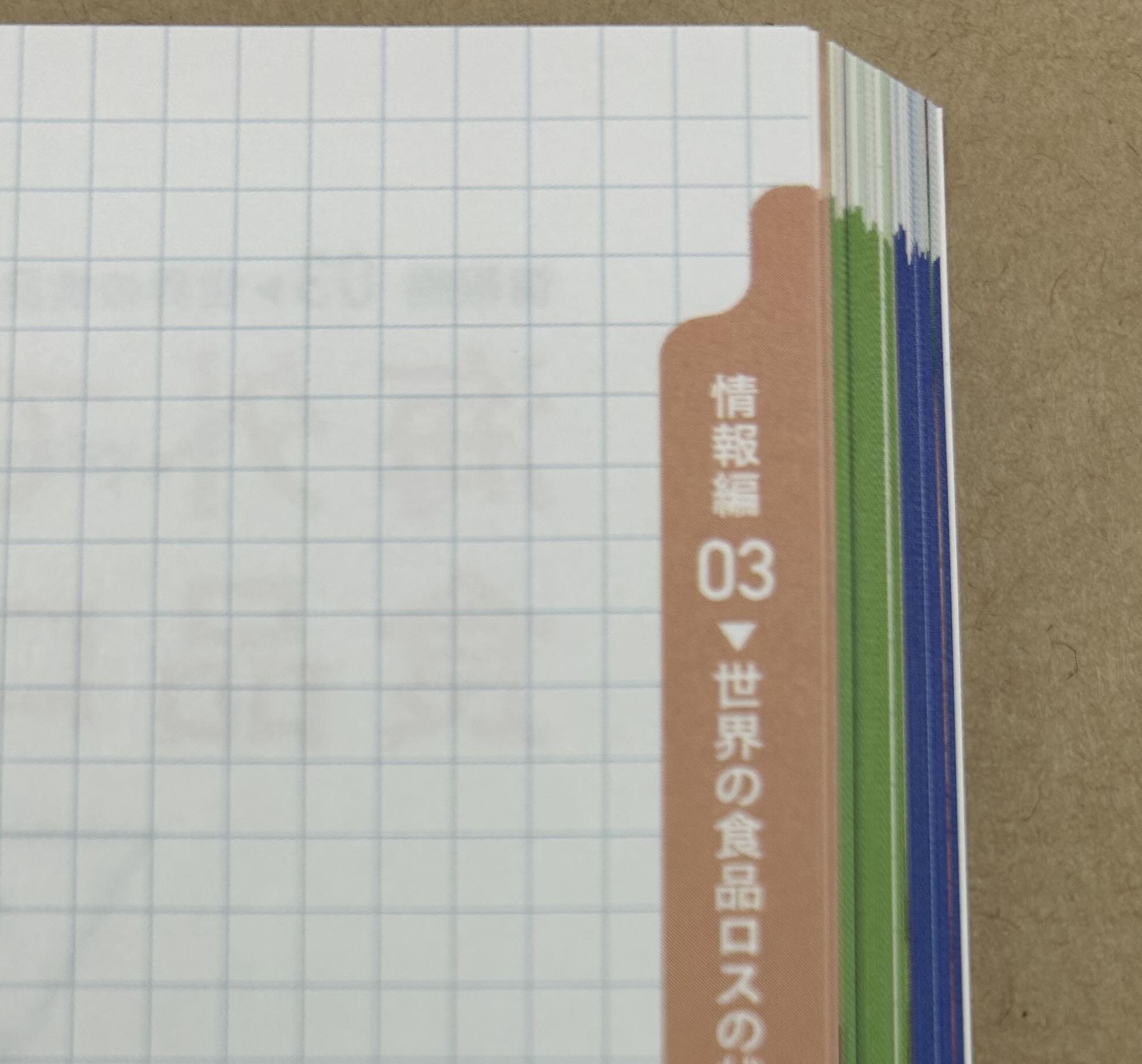
インデックスの幅がページごとに揃っていることが理想です。しかし、ページが飛び出したまま小口を断裁すると、インデックスの幅がバラバラになり、見た目が不揃いになります。
写真集でフレームデザインがある場合
写真の周りに白い余白がフレームとしてデザインされている場合、ページ飛び出しにより小口側のフレームの幅が変わることがあります。これによってデザインのバランスが崩れてしまいます。
小口部分にノンブル(ページ番号)や文字がある場合
ページ飛び出しによりノンブルや文字の位置がずれると、断裁時に「字切れ」が発生し、ページ番号や文字が切れてしまうリスクがあります。
中綴じの用語解説
ノド側
「ノド」とは、冊子や本を開いたときに、ページの綴じられている内側の部分を指します。ノド側は、ページが束ねられている部分です。イメージとしては、ノートを開いたときの真ん中の折り目が「ノド」です。
小口側(こぐち)
「小口」とは、冊子や本を開いたときに、ページの外側(本の端っこ)の部分を指します。ページをめくる側が小口側です。
断裁(だんさい)
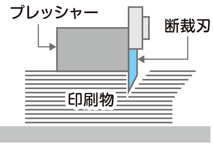
「断裁」とは、本や冊子を製本した後、ページの端をカットして綺麗に揃えることを指します。ページ数が多くなると、ページの端がずれてしまうため、断裁でそれを整えます。
小口の字切れを防ぐクリープ処理の方法
スバルグラフィックではこの課題を解決するため、2つの方法でクリープ処理を行います。
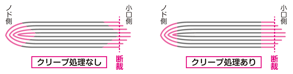
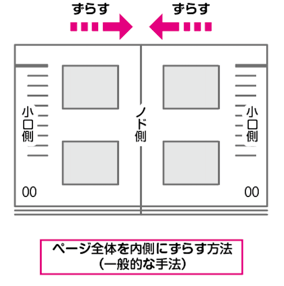
ページ全体を内側にずらす方法(一般的な方法)
この方法は、ほとんどの中綴じ冊子で採用される標準的な手法です。ページ数が増えると、内側のページが外側よりも飛び出してしまうため、飛び出したページを少しずつ内側にずらすことで、小口側での字切れを防ぎます。特に、小口部分にインデックスやノンブル(ページ番号)がある場合、この方法が有効です。ページ全体を内側にずらすことで、インデックスやノンブルが飛び出して「字切れ」する問題を防ぎます。
ただし、見開きにまたがる写真や地図がある場合は、中央部分(ノド)のデザインがズレる可能性があるため注意が必要です。
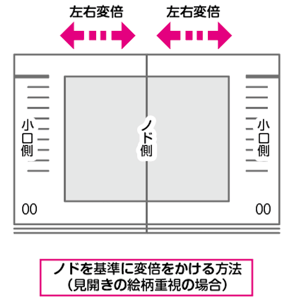
ノドを基準に変倍をかける方法(見開きの絵柄重視の場合)
この手法は、見開きにまたがる写真やイラストを重視する場合に適しています。
例えば、地図や写真が見開き中央にレイアウトされ、なおかつ小口にインデックスがある場合、通常のクリープ処理ではページ全体が内側に移動することで、見開き真ん中部分の情報がカットされてしまいます。中央部分のデザインを保ちながら、小口側のズレも防ぐためにはノドを基準にしてページ全体に変倍をかけることで、中央部分のデザインを保ちながら、小口側のズレも防ぐことができます。
クリープ処理の計算式
クリープ処理を正確に行うには、冊子の総ページ数や紙の厚みに基づいてクリープ量を計算し、それに応じて面付けレイアウトを調整することが重要です。ここでは、具体的な計算方法や変倍率の求め方について説明します。
ページ全体を内側にずらす場合の計算方法
クリープ量を計算するための基本的な考え方は、冊子の背の部分を丸い円として捉え、その円周の一部を使って計算します。
計算式 (紙の厚み X (総ページ数÷2) X 円周率 ) ÷ 4
- 紙1枚の厚みに、総ページ数の半分の値を掛けます。中綴じでは1枚の紙が2ページ分に相当します。
- 次に、この数値に**円周率(3.14)**を掛けます。背の丸い部分を円として、その周長を求めるためです。
- その数値を4で割ることで、クリープ量(ズレの量)を求めます。冊子の背の丸い部分を円の一部と見なすため、この操作が必要です。
例: 紙厚0.18mm、総ページ48ページの冊子
これを計算すると
( 0.18㎜ X( 48 ÷ 2 ) X 3.14 ) ÷ 4 = 3.3912
つまり、この紙厚48ページの中綴じ冊子では、約3.4mmのクリープ値が必要となります。
ノドを基準に変倍を掛ける場合の変倍率
変倍率は紙厚とページ数から求められたクリープ値を元に計算します。
一番内側ページの変倍率 = (小口サイズークリープ値)÷ 小口サイズ
変倍率は紙厚とページ数から求められたクリープ値を元に計算します。
(210-3.4) ÷ 210 = 98.4%
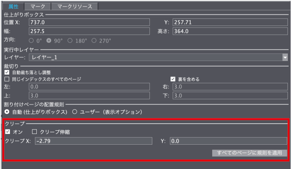
この冊子の一番内側のページはノド側基準でX方向に98.4%に変倍することでクリープ処理を行います。
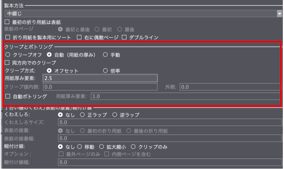
クリープ処理量の設定
ページ全体を内側にずらしてクリープ処理を行う
| 折番号 | クリープ値 |
| 01折目(外側) | 0.00㎜基準 |
| 02折目 | 0.31㎜ |
| 03折目 | 0.62㎜ |
| 04折目 | 0.93㎜ |
| 05折目 | 1.24㎜ |
| 06折目 | 1.55㎜ |
| 07折目 | 1.86㎜ |
| 08折目 | 2.17㎜ |
| 09折目 | 2.48㎜ |
| 10折目 | 2.79㎜ |
| 11折目 | 3.10㎜ |
| 12折目(内側) | 3.41㎜ |
クリープ値 ÷ ( ( 総ページ数 / 4 )-1 )
ノドを基準に変倍を掛けてクリープ処理を行う
| 折番号 | クリープ値 | 変倍率 |
| 01折目(外側) | 0.00㎜基準 | 100%基準 |
| 02折目 | 0.31㎜ | 99.8% |
| 03折目 | 0.62㎜ | 99.7% |
| 04折目 | 0.93㎜ | 99.6% |
| 05折目 | 1.24㎜ | 99.4% |
| 06折目 | 1.55㎜ | 99.3% |
| 07折目 | 1.86㎜ | 99.1% |
| 08折目 | 2.17㎜ | 99.0% |
| 09折目 | 2.48㎜ | 98.9% |
| 10折目 | 2.79㎜ | 98.7% |
| 11折目 | 3.10㎜ | 98.5% |
| 12折目(内側) | 3.41㎜ | 98.4% |
1折目にはX方向の変倍を行わず、2折目以降、変倍率を変えて最も内側の12折目が最大の変倍率となります。
※Y方向には変倍は行いません
(仕上サイズ横 - クリープ値) ÷ 仕上サイズ横
クリープ処理は誰の役割?
束見本を作成して実測
クリープ処理してないデータでも大丈夫!
もちろん、クリープ補正を考慮していないデータでも心配ありません!
私たちスバルグラフィックでは、
用紙の厚みやページ数に応じて最適なクリープ処理を行い、
字切れのない美しい中綴じ冊子を仕上げます。お任せください!
スバルグラフィックの自動クリープ処理
スバルグラフィックでは、CTPデータ作成のワークフロー『Prinect』を活用しています。このシステムは用紙データベースを搭載していて、非常に便利なんです!特に、Prinectの面付けアプリ『SignaStation』では、データを印刷用紙サイズに面付けし、用紙の銘柄や斤量を選ぶだけでOK。あとは、用紙の厚みやページ数といった情報を用紙データベースからインポートし、クリープ値を自動計算。CTP面付けレイアウト上でページ位置を自動補正してくれるんです!
さらに、ページ全体を内側にずらすクリープ処理でも、ノドを基準に変倍をかけるクリープ処理でも、両方のモードに対応しているので、デザインによって使い分けができます。つまり、どんなデザインでも簡単に最適なクリープ処理ができちゃうんです!
クリープ処理で仕上がりを完璧に
中綴じ製本では、ページ数や紙の厚みによって内側のページが飛び出してしまう現象、いわゆる「クリープ問題」が発生します。この飛び出しによって、小口側で文字やデザインがズレてしまうため、クリープ処理が非常に重要になります。
このブログでは、クリープ処理の基本的な仕組みから、実際の計算方法や処理方法、さらに具体的なソリューションとして、スバルグラフィックで採用している2つのクリープ処理方法をご紹介しました。
- ページ全体を内側にずらす方法
- ノドを基準に変倍をかける方法
どちらの方法も、デザインや冊子の特性に応じて使い分けが可能です。クリープ処理を適切に行うことで、インデックスやページ番号、見開きデザインが美しく仕上がり、最終的な製品の品質を高めることができます。
さらに、クリープ処理の計算式や自動処理の仕組みについても触れましたが、正確なクリープ補正を行うためには、束見本の作成や実測値に基づいた調整が非常に効果的です。これにより、デザイン段階から理想的な中綴じ冊子の仕上がりを想定できるようになります。
最後に、スバルグラフィックでは、印刷ワークフロー『Prinect』を使った自動クリープ処理で、データ作成から製本までスムーズに対応しています。クリープ処理を考慮していないデータでも、安心してお任せください!